Utilizing bulk emulsions in quarry blasting

If ANFO is loaded into a wet hole, the ammonium nitrate will dissolve and leave you with salt water and fuel. Photo courtesy of Enaex.
Why do some quarry operations use bulk emulsions when ammonium nitrate fuel oil (ANFO) is cheaper and “shoots better”? To answer that, we need to look at water.
Water is a problem for blasters in many ways, but keeping your powder dry is one of the biggest issues.
Ammonium nitrate comes in a solid form as a porous prill that’s about 1/8 in. Explosive grade prill is porous, so it can soak up the fuel oil in the correct ratio to become the blasting agent we use.
Still, ammonium nitrate prills are water soluble. So if ANFO is loaded into a wet hole, the ammonium nitrate will dissolve and leave you with salt water and fuel.
To combat this problem, ammonium nitrate emulsions were developed. Instead of a solid form of ammonium nitrate with the fuel absorbed into it, the ammonium nitrate is in a super-saturated aqueous solution mixed with fuel oil.
Oil and water do not mix well, so additives called emulsifiers are used to bond the oil to the water, completely surrounding the ammonium nitrate, which is in small droplets (~200 microns). Emulsions can provide a water-resistant blasting agent because the ammonium nitrate is contained in small droplets surrounded by a hydrophobic mixture of fuels.
Water resistance

Ammonium nitrate droplets surrounded by a fuel phase matrix in an emulsion. Photo courtesy of Enaex.
A straight ammonium nitrate emulsion provides the greatest water resistance. But ANFO generally provides a better blasting result in quarry applications. This is where blends come in to play.
A blend product is a mixture of ANFO and emulsion. When ANFO and emulsion are blended together, the emulsion coats the prills of ANFO and starts to provide water resistance, which increases emulsion in the blend. A blend product can provide both water resistance and great blasting results.
With blends, we commonly refer to the amount of emulsion. For example, a 30 percent blend is 30 percent emulsion and 70 percent ANFO by weight. However, a 30 percent blend is not quite enough emulsion to fully coat the ammonium nitrate prills and provide water resistance. Generally, blends of 40 percent and above are used for wet holes.
Even though emulsions are hydrophobic and provide water resistance, this does not mean they are fully waterproof. The more emulsion there is, the better the resistance will be. But over time, water will start to break down the emulsion. This may take two, three, four weeks or more depending on the amount of water and the quality of the emulsion.
Energy distribution
When we mix two explosives types together (ANFO and emulsion), we get different properties from the final blend. Looking simply, the detonation energy of an explosive can be segmented into two partitions: shock energy and heave energy.
Shock energy is the energy associated with the shock wave, whereas heave energy is associated with the expansion of the detonation products as gases. The ratio of these two partitions is related to the velocity at which the detonation front moves through the explosive, called the velocity of detonation (VOD).
Explosives that detonate quickly have a higher shock energy partition, whereas explosives that detonate slower have a higher heave energy partition. Higher shock energy leads to more crack generation in rock masses. Higher heave energy, meanwhile, leads to increased expansion of existing cracks and more throw.
Because the “intimacy” of the mixture of the fuel and the oxidizer is greater in an emulsion than ANFO, and the density of the explosive is higher, emulsions tend to shoot faster (i.e. a higher VOD giving more shock energy). Generally, emulsions or blends with higher emulsion content shoot faster and have more shock energy than ANFO or low emulsion blends.
Hot spot theory and density
Straight emulsions are not booster sensitive. Emulsions will not reach full detonation when initiated by a booster unless they are sensitized with small bubbles of gas. When sensitized emulsions are detonated, the shock wave passing through compresses and inverts the leading edge of the gas bubbles.
The inverted leading edge is then driven into the opposite side of the bubble and a great deal of heat and energy is released. This added heat and energy allows the detonation front to continue to propagate. Without these localized hot spots, the detonation would simply die out through excessive energy loss.
The gas bubbles can be introduced to the emulsion in two ways: chemically or physically. Chemical sensitization is also known as gassing. Chemicals that react with the ammonium nitrate are added to the emulsion at time of delivery to the blasthole to release nitrogen gas. These nitrogen bubbles are variable and may be on the order of ~300 to 500 microns in diameter.
Physical sensitization can be in the form of micro-balloons added at the time of manufacture. These are balloons of air made from glass or plastic and are ~100 microns in diameter.
Another physical source of hot spots is in the air voids of the explosive grade ammonium nitrate prills and, therefore, some high ANFO blends do not need any additional sensitization.
Adding these bubbles of gas changes the density of the emulsion. The more bubbles added to an emulsion, the less dense the emulsion becomes and the more sensitive it is because it has more hot spots. This is how density plays a role in the sensitivity of blends.
The higher the density, the more explosive is packed in to the same volume. This has the effect of increasing your powder factor without reducing the drill pattern. A common use of emulsions outside of protecting against water attack is to increase the energy in a blast in a cost-effective manner.
When loading low-density explosives into water, you must be careful. Pure water has a density of 1.00 g/cc. Therefore, loading a product with a density of 1.00 g/cc or lower into pure water will not displace the water from the borehole. Instead, it may float on top of it.
If the water at the bottom of a blasthole is not pure, it will likely have mud mixed in, making the density greater than 1.00 g/cc, so blends with densities of 1.15 to 1.25 are often used.
Auger versus pump
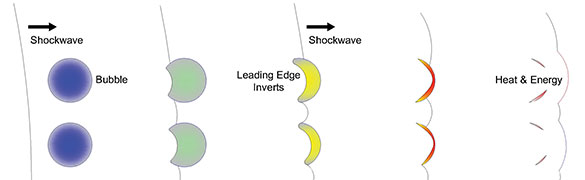
An illustration of a hot spot compression. Photo courtesy of Enaex. Click to enlarge
Once the correct product is selected for the application, consider how it will be loaded. There are two methods of delivering bulk explosives to the blasthole: augering or pumping.
Augering is a process where the product is delivered into the top of the borehole by a screw arrangement. This is a fast delivery method where product can be delivered at rates of up to 1,200 pounds per minute.
Pumping is where a hose is lowered to the bottom of the blasthole and product is pumped through it, displacing the water. Pumping is slower, with rates on the order of 600 pounds per minute. Pumping also requires more attention when loading.
If the product is going to be pumped, it generally needs to be 70 percent emulsion or greater. Blends with lower amounts of emulsion are augered.
The consideration for delivery method is water. How much water is in the hole? How quickly is the water recharging the hole? Where is the water recharging in the hole? How long is the product going to be in the hole before the blast is fired? Do you have the ability to dewater the hole?
According to best practice, bulk explosives should never be top-loaded into water. When product is top-loaded into water, the water is mixed and distributed throughout the powder column in pockets. These pockets of water can do three things: take up space that should be filled with explosives, deteriorate the explosives they are in contact with, and act as heat sinks when the hole is detonated.
Even when holes are de-watered, there will be an amount of water left in the bottom of the hole. This can be mixed throughout the column, as well, if the hole is top-loaded. Here are some best practices for loading in wet conditions:
Slightly damp holes/no standing water. Load a 30 percent blend or greater.
Dewatered holes. Dewater the hole, put a gasbag on top of the water that remains and load a 40 percent blend or greater throughout the hole.
Wet holes. Load a pumped product (70 percent or greater) from the bottom of the hole, ensuring the hose is not pulled out of the product during loading.
Oxides of nitrogen
When a detonation occurs, the molecules of the explosive are violently separated into their core elements and begin to recombine into different compounds – mostly gases.
In a perfect world, the product gases from the detonation are carbon dioxide (CO2), nitrogen gas (N2) and water vapor (H2O). In reality, there often isn’t a complete detonation, and gases such as carbon monoxide (CO), nitric oxide (NO) and nitrogen dioxide (NO2) are formed as byproducts. In fact, many variations of nitrogen gases are formed, and we often refer to them as NOx.
What causes the incomplete detonation of the explosives to form these unwanted compounds? There are numerous causes, but one of the main issues is water.
Water will dissolve and dilute ammonium nitrate. When this happens, the oxidizer-to-fuel ratio of the explosive gets out of balance and incomplete detonation occurs. Loading blends that don’t contain enough emulsion for the water conditions will readily break down and cause excessive NOx. Top-loading product into water will cause the product to be broken down and also produce excessive NOx. Product that sleeps for extended periods in wet ground will also begin to break down and cause excessive NOx.
Care must be taken to select the correct blend for the conditions and load to give the explosive the best chance of complete detonation.
Blast design considerations
Blast design should be a balancing act of getting the best fragmentation without creating unwanted impacts such as excessive vibration, airblast, flyrock or NOx. Using bulk emulsions as part of the blast design process is a smart way of managing these impacts.
Plan for known or suspected wet areas by drilling patterns for higher density products.
Powder factors can be manipulated after a pattern is drilled by using different density explosives.
Stemming columns can be increased in areas prone to flyrock and powder factors maintained.
Charge weights for vibration control can be changed to give the best result without exceeding limits.
Wet blastholes can be managed without resorting to expensive and labor-intensive packaged products.
Brandon Pease is the technical solutions manager for Enaex North America.
Subscribe to Pit & Quarry

If you enjoyed this article, subscribe to Pit & Quarry to receive more articles just like it.



