Redefining the equipment dealer’s role

Dealers play a crucial role in a producer’s success. Photo: iStock.com/alacatr
Manufacturers who work with dealers all have a vision for how the two should work together. The same goes for aggregate producers who regularly look to dealers for equipment, parts and service.
Essential to any successful dealer relationship, whether upstream or down, is cooperation. The most successful relationships involving dealers are the ones where both parties uphold their responsibilities and collaborate to reach an end goal.
Establishing a dynamic both parties are comfortable with, however, is no simple exercise. Forming a partnership can require years of give and take to find a common ground that works for everyone involved.
“The keyword there is ‘partner,’ somebody who’s going to team up with us and support us as a manufacturer,” says Tim Miller, sales manager at Montabert. “The partnership is really the key to it, not just being a supplier.”
Ultimately, partnerships are about people. And the best dealer partnerships consist of people whom manufacturers and producers can trust.
“Any dealership is only as good as the people staffing it,” says Tim George, customer service and logistics manager at Lafarge Canada. “Some are better than others in this regard.”
Sure, there are good dealers and bad dealers. This applies to every industry out there. The aggregate industry is small enough, though, that word quickly gets around about the best and worst of those within it. But the best dealers tend to exhibit strength in a few key areas, making them go-to assets in the supply chain.
“It’s the three-legged stool,” says Jeff Gray, vice president of sales and marketing at Telsmith, describing the essential elements he looks for in a dealer partner. “It’s the ability to sell equipment [with] a good sales force, to have a well-trained service force on our type of equipment, and the ability to stock and sell parts.
“If it was a four-legged stool, I would say it’s having the financial wherewithal to pay the bills on time and hold inventory on both equipment and parts.”
Historically, the dealers who demonstrate the ability to deliver on these areas have probably been the most successful. And the dealers who succeed in the years to come will likely be the ones who continue to carry out these essentials effectively.
Although Gray’s keys to dealer success are somewhat timeless, dealers are by no means immune to change over time. How dealers go about delivering for producers is certainly changing, and more change will come as markets shift and as expectations from manufacturers and producers evolve.
“Right now the economy is booming,” says Chris Harris, con/agg manager at Ohio Cat. “The economy goes in cycles, ups and downs. When you have those down periods, that’s when manufacturers and dealers start working together again, figuring out how do we make this work. It becomes what can we do to help you and what can you do to help us.”
The onset of rentals

One purchasing dynamic that emerged from the last economic downturn is rentals. According to Harris, customers will now rent over a longer period before turning equipment back in.
“Back in the day, if a guy rented something for three months you knew it was going to sell to him,” Harris says. “They weren’t going to turn a piece of equipment back in after they put $90,000 to $100,000 in it. It’s become more rental intensive.”
Larry Hetzel, owner and CEO of Wisconsin-based Rock Machinery, agrees.
“There are a lot more rent-to-rent and rental purchases,” Hetzel says. “In general, manufacturers do not prefer to rent equipment, so a rental program is expected to be executed by the dealer.”
Having a robust, long-term federal highway program in place would give customers more confidence to buy equipment as opposed to renting, Gray adds. But rentals can also be somewhat geographic in nature.
“Depending on location there can be tax incentives to rent,” Hetzel says.
For Ohio Cat, the amount of rental activity is much higher at the moment than outright purchases. The same probably goes for other dealers.
“If you look at our dollars in volume, we just sold several million dollars of crushers into Michigan,” Harris says. “It takes several rentals to reach that much in sales.”
The parts component
Parts sales represent a growing area of dealer businesses, as well. Supplying parts can help offset any decline in equipment sales.
“We’re picking up parts sales all the time,” Harris says. “People don’t think of Ohio Cat for wear parts or spare parts, but we can get a part for a high percentage of styles or makes out there.”
Still, the parts component of a dealer’s business can be one of the more complex aspects of it. Producers often expect dealers to have parts available when they’re needed, and manufacturers value dealers who are willing to take on larger parts inventories.
On parts, dealers undoubtedly feel pressure from both sides of the supply chain. Some manufacturers recognize this, and they’re adjusting as such.
“We work on a case-by-case basis with each individual dealer,” Miller says. “The requirements in New York City and usage in that population are much different than in the middle of Nebraska.”
At the same time, manufacturers like Montabert maintain an inventory of less common parts at their own warehouses, giving them the ability to ship within a business day. This eases the dealer’s burden.
“There’s always pressure from a dealer to back equipment and stock parts,” Harris says. “Dealers are kind of like end users in that we want to stock parts but we know you (manufacturers) have them on the shelf, so how are we going to play it? We might not take everything you ask us to take. If somebody’s in a pickle, it doesn’t take that much longer for [you] to get it from point A to point B. So we’re always pressured to stock more parts and equipment.”
In recent years, Harris argues that dealers have become more thoughtful in how they spend their money. But dealers, because of their position in the supply chain, tend to get caught in the middle.
“Where we lash back out is, ‘Hey, I just sold this system, what’s my build time?’” Harris says. “Sixteen weeks? Well, the customer needs it in four. It’s a balancing act all the time.”
A different dynamic
Additionally, a dealer’s parts management responsibilities have become more challenging because of third-party parts supply.
“The ‘will fitters’ make it a little rough for us,” says Harris, describing fly-by-night pop-up vendors who deal parts out of a pickup truck. “They can step in and say, ‘I’ll get you that belt. It can be this belt over here. It fits.’”
Some producers remain loyal to the dealer as the parts provider. But a part’s price, if available cheaper elsewhere, is often the deciding factor for producers who now have a plethora of options to choose from.
“Some companies want a Lippmann part or an IRock part because they want to keep that warranty intact,” Harris says. “But there are companies who look at everything from a dollar value standpoint. They’re going to get the blow bars from whoever gets them to me cheapest.”
The “will fitters” Harris describes cause deeper issues for everyone involved in the aftermarket process.
“It causes confusion,” he says. “[Say] your blow bars keep breaking: My records show you haven’t bought blow bars from us in two years. You sold us this machine, so you need to get [parts] out of here. But someone in your purchasing department is not buying them from us.”
Equipment warranty issues can arise from there.
“You may have a one-year warranty as long as you put our parts in it,” Harris says. “But if we don’t know the foundry and you’re putting those in the machine…”
Well, then there’s a problem.
“With all of the Chinese parts and all the parts being made in India, if I’m a guy who’s been in the crushing and screening world, know some foundries and have contacts here and there, I can start my own ‘will fit’ business tomorrow. I can walk into the quarry, and call me if you have any jaw dyes.”
Unfortunately, some decisions come down to dollars. In the end, though, Harris believes producers make their way back to dealers because of the value they offer.
“Ultimately, it seems like they try that ‘will fitter’ route until something goes bad,” Harris says. “If I start a ‘will fit’ business out of my house and have a pickup truck but get a bad set of blow bars and sell a bad $30,000 batch to somebody, I’m probably not financially able to recover from that because I’m going to have to make things right.”
Reflection
The ways dealers go about their business today has changed, as well. Hetzel, for example, looks back on the 1990s as a time when dealers more regularly met with customers to discuss equipment features and benefits. Those regular meetings became fewer over the years.
“Usually we had four or more meetings along the way,” Hetzel says. “It was like a revolving door for dealers to come in and talk to the buyer. Today, with graphic designs, videos, the Internet and social media, buyers can learn quicker. So the number of meetings and the time to close a deal has generally reduced in half.”
The new approach to doing business means dealers must continuously tout the features and benefits of their equipment so they stand out to producers.
“Social media allows the possibility to be misled,” Hetzel says. “Some manufacturers publish more information than others, so it’s important to clarify your position. It’s important for us dealers to constantly talk about our features and benefits of the equipment whenever we have the opportunity, even if the need is not there at that time.”
Gray, whose company (Telsmith) is a partner to Hetzel’s, also recognizes these changes.
“Testimonials are more valuable than they used to be,” Gray says. “If a testimonial is out there, it builds up your brand. Videos are a much bigger part of the sale. But you still need the relationship of a dealer who’s going to support the equipment when it gets there.”
In the aggregate industry, relationships truly are king.
“There is now a lot of published information with less time for the dealer to communicate due to fewer meetings,” Hetzel says. “So relationships are more important today that ever before. Quality relationships will [lead to] trust in believing what is true and accurate.”
What’s next

As Lafarge Canada’s Tim George says: “Any dealership is only as good as the people staffing it. Some are better than others in this regard.” Photo by Kevin Yanik
Sure, a lot has changed with dealers over the last 25 years, but more change is certainly on the way.
“You’re probably going to see changes in the ways things are financed,” Harris says. “You’ll see changes in technology with telematics where we’re able to monitor things from our phones and computers.”
New technologies will require dealers to evolve further and employ people with the skills that meet the needs of the times.
“Maybe it’s not a blow bar breaking, maybe it’s a computer link,” Harris says. “It’ll require a whole new set of people to work on that. If a computer isn’t talking to another computer, then I need a whole other type of technician to handle that.”
Looking ahead, Gray says manufacturers will have to be more flexible in how they split their total product offering to dealers.
“I could see situations where we might break out crushers from vibrating equipment just depending on the nature of a dealership,” Gray says. “We might really want to work with a dealership but they might have an existing vibrating line. We would love every dealer to sell every product line with equal emphasis. It’s hard to sell half of our product line through.”
Mark Krause, managing director of North America at McLanahan Corp., is also eager to see how dealers and manufacturers align themselves moving forward.
“It’s a very interesting time,” Krause says. “You’ve got Deister who’s going to approach it one way. McLanahan will approach it another. Metso would be different as would Astec. The dealer is the main cog of this. They are the local guy.”
A conversation Krause recently had with a dealer shed light on what could be on deck with dealers.
“One of our dealers was saying the aggregate business is about 10 years behind the auto industry,” Krause says. “The auto industry today represents every brand of car there is. You’re not going to a GM or a Ford dealer.
You’re going to that dealer because it’s experience and the fact that they take care of you. They’re going to make sure that vehicle runs long.
“So what you’ll see, in my belief, is regional dealers who market a lot of competitive products because they’re the only competitive product in town that provides the level of customer service that your customer wants,” Krause adds. “[It’ll become] the CarMaxes of the world, whatever you want to buy.”
About P&Q’S Dealer Issue
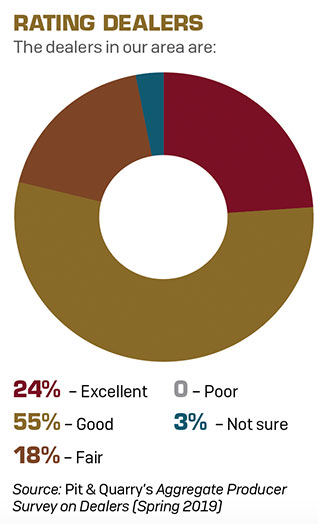
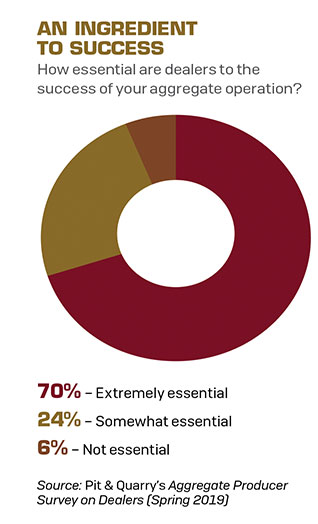
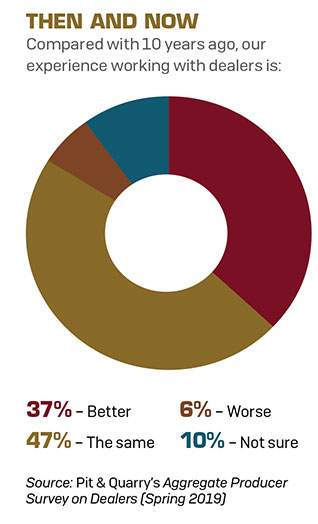
Pit & Quarry puts the spotlight this month on the industry’s dealers, offering special coverage in this Dealer Issue section based on interviews with manufacturers, dealers and aggregate producers. P&Q also surveyed producers this spring about their experiences with dealers. Insights from the survey are presented throughout The Dealer Issue section.
Subscribe to Pit & Quarry

If you enjoyed this article, subscribe to Pit & Quarry to receive more articles just like it.



