VSI crushers maximize first-pass yields, lower operating costs
Photos and illustrations courtesy of Stedman Machine Co.
All roads, you might say, lead to the vertical shaft impactor (VSI) because these crushers make it possible to create roadways and just about everything else. Francis E. Agnew of California patented one of the first VSIs in 1927. His configuration stacked three of them on top of each other to produce sand, thus beginning the evolution of the VSI.
Today, innovators have created many VSI configurations to include everything from the addition of cascading material into the crushing chamber, to air swept separation of lighter product. VSIs apply a large amount of energy to crush material and that is why they are one of the most versatile crushers today.
When it comes to producing materials such as aggregate for road making, VSI crushers use a high-speed rotor and anvils for impact crushing rather than compression force for the energy needed for size reduction. In a VSI, material is accelerated by centrifugal force by a rotor against the outer anvil ring. It then fractures and breaks along natural faults throughout the rock or minerals.
The product is generally of a consistent cubical shape, making it excellent for modern Superpave highway asphalt applications. The rotor speed (ft. per minute) controls final particle size.
The VSI’s high cubical fracture percentage maximizes first-pass product yield and produces tighter particle size distribution. It has a high-throughput capacity, ideal for beneficiation (elimination of soft material). Properly configured, the VSI accepts highly abrasive materials, and it is designed for simple operation and maintenance.
Users can quickly change product size by changing rotor speed or cascade ratio. Some models have reversible wear parts to reduce downtime. The VSI typically has low operating costs even in high-moisture applications because of reduced energy costs and low wear cost per ton.
There are some feed size limitations with a VSI because of the small feed area available in the center of the rotor. Tramp material in the feed such as gloves, tools, etc. can cause problems with imbalance. The high rpm and horsepower require careful “balance maintenance” such as replacing shoes on both sides of the rotor at the same time. High wear-part costs may be a problem for some hard abrasive materials, but the VSI may still be the best option.
Major limestone applications are for Superpave asphalt aggregates, road base, gravel, sand and cement. Industrial uses include: corundum, corundite, ferro silicon, glass, refractories, silicon carbide, tungsten carbide and zeolite. Mining applications include: bauxite, burnt magnesite, iron ore, non-ferrous metal ore, perlite and trona sulfate. VSIs are excellent for everything from abrasive materials to waste and recycling applications.
Crushing methods
The VSI is typically used after a primary or secondary crusher. This makes a VSI ideal for making sand and for making coarse and medium aggregates for concrete/asphalt production.
The feed size is limited by the opening in the center of the rotor. Normally less than 5-in. material is desired, but very large VSIs can handle up to 12-in. feed. Another feature that will affect application is moisture, which can make the feed sticky.
Required production capacity is the final limiting criteria. Large primary horizontal shaft impactors can output up to 1,600 tph and more. The maximum for a VSI is about 1,000 tph, because of the limiting motor size and the rising G-force of a high-speed rotor, which is calculated by multiplying the radius times the square of the RPM.
Shoe configurations are many: rock on rock, groups of rollers, special tip wear parts and many others. The metallurgy of the shoes is also highly varied. Rotors can have three to six shoes. The number of shoes is typically governed by the diameter of the rotor. The larger the diameter rotor, the more openings are possible.
Computational Fluid Dynamics mathematical models are utilized to simulate the flow and collision forces to reveal solutions for lower wear cost, consistent final product and higher energy efficiency.
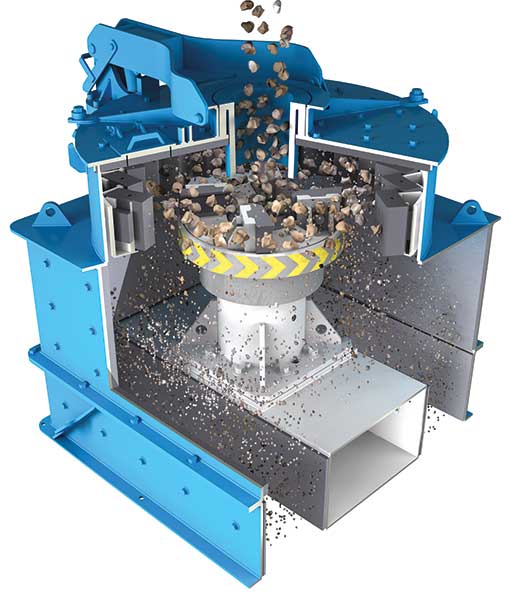
The material to be crushed is fed into the center of an open or closed rotor. The rotor rotates at high rpm, accelerating the feed and throwing it with high energy into the crushing chamber. When the material hits the anvil ring assembly, it shatters, and then the cubical shaped product falls through the opening between the rotor and the anvil and down to the conveyor below.
The rotor speed (ft. per minute) controls final particle size. Speeding up the rotor will produce more fines, slowing it down will produce fewer fines.
Feeding methods
The typical VSI is fed from above into the center of its rotor. The material is then flung across an open void to the crushing chamber. It then impacts the outer anvil ring. This crushing action imparts very high energy to the material and is very effective on most types of material. It gives a very uniform and consistent grade of product.
In cascade feeding, material bypasses the rotor and enters the crushing chamber from above. It’s called cascade feeding because as material fills up a large feed bowl, with an outer diameter larger than the outer diameter of the rotor, it spills over the side and falls into the crushing chamber from above, bypassing the rotor. The effect of increasing feed through cascade is similar to slowing the rotor.
Rotor and anvil configurations
The VSI features multiple rotor/anvil configurations for various applications. From open or enclosed rotors to the tubular rotor, each machine is configured for its unique application. In many cases the rotor table, rotor assemblies, anvil ring or rock shelf are interchangeable, allowing maximum application flexibility.
-
- Open-top metal rotor shoe on metal anvil: The open-top metal rotor is good for large feed or medium- to very-hard material, but it will work best for softer materials. It can handle medium abrasive, dry or wet, but not sticky materials. High reduction ratios are common, which are excellent for sand and gravel production in closed-loop systems. Shoe shape can change the production size range. A straight shoe face design produces finer product, and a curved shoe face design produces coarser material.
- Tubular metal rotor shoe on metal anvil: The tubular rotor creates higher tip speeds, which increases first pass yield with tighter particle size distribution and also reduces the recirculation loads. One unique feature is that the rotor rotation is reversible, allowing wear on both sides of the tube. Rotating the tube itself one-quarter turn also doubles the wear.
- Enclosed metal rotor shoe on metal anvil: The enclosed top plate on a rotor primarily prevents material from escaping from the top of the rotor, which could happen with an overfed open-top rotor.
- Enclosed autogenous rock rotor table on autogenous rock shelf: Any time the material or rock is used as an impact wear surface the term autogenous is used. Putting a top on the rotor table and shoes allows autogenous use. During operation of the VSI, a bed of material can be designed to build up inside the rotor against each of the shoe wall segments. The bed, which is made up of material that has been fed to the rotor, extends to a wear tip. The bed protects the shoe wall segment from wear.
Concerning the rock shelf anvil, it forms a near vertical wall of material upon which the accelerated material impacts. Rock-on-rock crushing reduces maintenance but can require up to 30 percent of material recirculation before meeting size requirements.
Also, the rock shelf anvil absorbs energy that could otherwise be used for breaking, which may reduce efficiency. More rpm may be needed to achieve the same result as a solid metal anvil.
Good for medium abrasive materials, rock-on-rock configurations of either or both rotor and anvil may produce consistent material with low wear cost and can handle wet but not sticky conditions. Reduction ratios from 2:1 to 5:1 can be expected. It’s widely used for quarried materials, such as sand and gravel.
Owing to the many configurations of the VSI feed, rotor, anvil and open- or closed-system design; testing is the only way to ensure proper application of a VSI crusher.
Eric Marcotte, inside sales manager, joined Stedman Machine Co. and its affiliate Innovative Processing Solutions in 2010. He has a Mining Engineering degree from the University of Kentucky.
About the Author: Allison Kral
Allison Kral is the former senior digital media manager for North Coast Media (NCM). She completed her undergraduate degree at Ohio University where she received a Bachelor of Science in magazine journalism from the E.W. Scripps School of Journalism. She works across a number of digital platforms, which include creating e-newsletters, writing articles and posting across social media sites. She also creates content for NCM's Portable Plants magazine, GPS World magazine and Geospatial Solutions. Her understanding of the ever-changing digital media world allows her to quickly grasp what a target audience desires and create content that is appealing and relevant for any client across any platform.Subscribe to Pit & Quarry

If you enjoyed this article, subscribe to Pit & Quarry to receive more articles just like it.



