How Stalite Lightweight Aggregate found the right wash plant

Utilizing the Hydro-Clean 1000 wash plant from Haver & Boecker Niagara gave Stalite the potential to increase productivity and expand into new markets. Photo courtesy of Haver & Boecker Niagara
As the world’s only producer of expanded slate lightweight aggregate, Stalite Lightweight Aggregate has never lacked a competitive edge. But that doesn’t stop the one-of-a-kind processing facility from innovating.
After 65 years of operation, the North Carolina-based plant continues to find new ways to remain successful, never shying away from new technologies that would help it reach greater levels of efficiency and increase profits.
So, when Stalite’s management realized it was missing opportunities due to a cumbersome washing process that not only lacked the capacity to keep up with production, but prevented the business from selling to key markets, company leaders knew they could do better.
All it would take was the right machine – one that could achieve the high degree of cleanliness required for its core products, including MS16, with a single pass. The right machine could increase productivity and reduce labor and resource consumption, removing the limiting factor of the aggregate producer’s otherwise streamlined process.
Several machines surfaced as plant managers began researching options. But one – Haver & Boecker Niagara’s Hydro-Clean 1000 wash plant – stood out and seemed to offer the results that would fit with Stalite’s innovative process.
Heavyweight among lightweights
Stalite was established in 1954 on 500 acres in the green, sloping hills just outside Gold Hill, North Carolina.
The gold vein that gave the town its name has long since depleted, but the aggregate producer found a more sustainable product hiding just beneath the surface: slate.
Working with neighbor and partner Vulcan Materials, Stalite developed a specialized, one-of-a-kind lightweight aggregate, popular in a growing number of industries for its unique properties.
Most lightweight aggregate is made by heating shale or clay. Stalite’s product starts with slate, a hard, metamorphic rock, resulting in stronger product with a 6 percent absorption value after a 24-hour soak. Compare that to the 15 to 30 percent absorption values of lightweight aggregate derived from shale and clay.

Stalite’s unwashed material is seen on the left while material washed in the Hydro-Clean 1000 is visible on the right. With 2,000 psi high-pressure nozzles, the Hydro-Clean 1000 removed fine contents as small as 63 microns as the material passed through the drum. Remaining fine contents were removed as the material continued down a 16-ft. vibrating rinse screen. Photo courtesy of Haver & Boecker Niagara
These characteristics make Stalite’s product ideal for construction applications, such as structural concrete, precast and prestressed concrete, and lightweight concrete masonry.
With advancements in green construction, Stalite’s lightweight aggregate is gaining traction in environmental applications, including aquaponics and green building techniques like roof gardens and bioretention. The product’s low unit weight and non-polishing qualities make it especially desirable for road construction, as well, where it yields more surface area per ton than heavyweight aggregate and maintains superior skid resistance.
“There has always been a steady demand for lightweight aggregate,” says Jessie Penley, plant manager for Stalite Lightweight Aggregate. “We’ve developed a unique product that provides high-quality aggregate for a variety of uses in structural concrete, lightweight masonry, roadbuilding, geotechnical and other construction applications.
“With the addition of washing technology, we’ve been able to produce clean material for sensitive applications and filtration media, further expanding our opportunities,” Penley says. “That process, though, wasn’t as productive as we would have liked, and we weren’t able to achieve the levels of cleanliness needed to expand into key markets. So we began looking into alternative methods.”
The streamlined process to create the company’s unique aggregate starts with Vulcan Materials, which quarries the slate, crushes it and screens it, repeating the process up to three times to produce the required aggregate size.
Vulcan moves 70 percent of its crushed product directly to Stalite’s silos. From there, the aggregate passes through one of seven rotary kilns where it is heated to 2,200 degrees, essentially recreating the volcanic conditions that originally created it and transforming it into lightweight aggregate.
The new material, now 30 percent larger and 50 percent lighter, then moves into the cooler, becoming clinker. Due to the change in size, the lightweight aggregate is crushed and screened to produce the gradations necessary for various construction applications.
At this point, material is ready to be delivered to the customer. Still, materials for roadwork and filtration must be washed to remove excessive fine content passing 200-mesh.
Needless to say, the unique qualities of Stalite’s product keep demand high. The company produces up to 1 million tons of product a year. And while it has always found a way to meet demand, Stalite also keeps an eye out for technologies and processes that can increase quality and efficiency.
Washing productivity down the drain
One million tons of product is a respectable annual output for any operation. When considering Stalite’s aggregate has a bulk density of 50 pounds per cu. ft., though, the company’s true output becomes apparent.
One ton of feathers and one ton of stone both weigh the same but have vastly different volumes. Stalite’s 1 million tons is twice the volume of its competitors’ products, meaning crews had to work twice as hard.
“The customer always comes first,” Penley says. “If that means working eight- to 10-hour shifts to get the job done, that’s what we do. With materials that require a high level of cleanliness, we were working 24/7 sometimes to make sure we provided the quality and volume our customers needed.”
To meet demand, Stalite kept its wash screw running around the clock. Crews of four to six worked in three eight-hour shifts moving material through the machine.
For materials with more stringent cleanliness requirements, an additional wash was needed to ensure less than 5 percent fine content passing 200-mesh. But even with the second wash, Stalite struggled to meet these extreme cleanliness standards, excluding them from certain markets.
“The Department of Transportation specifies our MS16 with less than 3 percent fine content passing 200-mesh,” Penley says. “It might not seem like much, but that 2 percent is a big deal. Asphalt emulsion sticks to the fines, and if you have more than 3 percent, you risk the whole thing coming apart. We could get our aggregate clean enough to meet their specification, but to be able to provide more MS16 we needed a better process.”
With the twin screw system, Stalite could process 30 to 60 tph. However, the increased labor and resource costs washed away a large portion of the company’s profits, not to mention larger materials that would float out over the rails and down the drain.
“Our lightweight aggregate is just that: lightweight,” Penley says. “With our twin screw system, we had problems with our larger materials – those that could be qualified as MS16 – floating over the backboard and into the pond never to be seen again. We weren’t losing a huge amount in terms of overall productivity, but we weren’t operating as efficiently as we could, either.”
With the goal of increasing productivity in mind, Stalite reached out to a longtime partner with a new name, Haver & Boecker Niagara, for a solution to its specialized problem.
The road to efficiency
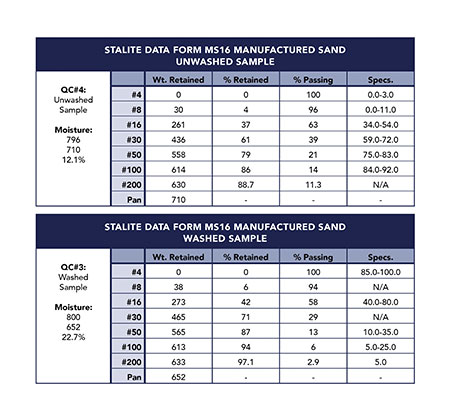
Stalite found that the Hydro-Clean 1000 achieved the stringent cleanliness required for applications such as MS16 in a single pass. Source: Haver & Boecker Niagara. Click to enlarge
Stalite’s relationship with Haver & Boecker Niagara went back more than a decade, well before Stalite approached the OEM about the Hydro-Clean.
The Gold Hill plant had found great success with the T-Class vibrating screen and other Haver & Boecker equipment, so Stalite was familiar with the products and service the OEM provided. But it was Haver & Boecker Niagara’s knack for creative problem-solving that put it at the top of the Stalite’s list.
“Haver & Boecker Niagara has a reputation for innovative solutions,” Penley says. “That’s what we needed. Once we realized the Hydro-Clean could increase productivity and give us less than 3 percent fine content passing 200-mesh with a single wash, allowing us to expand into new markets, we knew this was the solution we needed.”
Before purchasing, Stalite arranged an onsite demonstration with the mobile test plant to make sure the Hydro-Clean could provide the cleanliness required. Stalite was impressed with the results.
With 2,000 psi high-pressure nozzles, the wash plant removed fine contents as small as 63 microns as the material passed through the drum. Remaining fine contents were removed as the material continued down a 16-ft. vibrating rinse screen.
For Stalite’s MS16, the fraction of fine contents passing 200-mesh was reduced from 11.3 percent to 2.9 percent with a single wash and from less than 5 percent to less than 1 percent with a double wash.
For its D material, Stalite saw the fraction passing 200-mesh reduced from 7.4 percent to 2.3 percent. And for Stalite’s 5/16 product, fine contents passing 200-mesh were reduced from 1.9 percent to 0.6 percent – an impressive level of cleanliness using only 125 gpm of water.
When the numbers came back, there was no denying Stalite had found the machine it needed. The Hydro-Clean achieved the stringent cleanliness required for applications such as MS16 in a single pass while allowing the company to reclaim the larger particles it was losing to the settling pond with the previous system.
Stalite moved ahead with purchasing a Hydro-Clean 1000 wash plant, and in late 2018 it processed its first load of lightweight aggregate with the new machine.
Putting the plant to work
Within days, Stalite saw its productivity quadruple with the new wash system.
Where crews had struggled to clean 30 to 60 tph with the previous system, the Hydro-Clean processed 80 to 120 tph, allowing Stalite to maintain production while only operating the wash plant eight hours a day.
And with the higher degree of cleanliness, Stalite was able to branch out into new markets such as filtration media, horticulture and aquaponics.
As Stalite further develops its position in the green building industry, company officials were pleased to find the Hydro-Clean system allows them to recycle water, reducing their usage by more than 60 percent. This not only saves the company money, it helps reduce waste and resource consumption, allowing Stalite to lead by example when it comes to more environmentally-conscious practices in the lightweight aggregate industry.
“As we get more involved with green construction and environmentally-friendly production processes, it’s good to know we’re already ahead of the curve with the Hydro-Clean.” Penley says. “The system allows us to recycle 75 percent of our water and reduces our energy consumption by 15 percent.
“Resource management has always been important,” Penley adds. “The unique features of the Stalite site allow us to continue innovating and supplying high-quality lightweight aggregate. For 65 years, we’ve tried to use them wisely. With the Hydro-Clean, we might be able to stretch things even farther than we originally planned.”
Information for this article courtesy of Haver & Boecker Niagara.
Subscribe to Pit & Quarry

If you enjoyed this article, subscribe to Pit & Quarry to receive more articles just like it.



