Hinkle modernizes a flagship operation
The time for change had come. As uptime continued to slip at Hinkle Contracting’s Bourbon Limestone in Paris, Kentucky, company leaders realized plant upgrades were in order to re-achieve the 500-tph production level they expected from one of their key sites.
To that end, Hinkle embarked on a $5.5 million partial plant upgrade in the summer of 2015, committing to the installation of a new cone crusher, two new screens, new conveyors, an electrical upgrade and full plant automation. The new plant was completed in May 2016, and it was up to 95 percent efficiency within a couple months of completion.
“This is a very critical site to us and we couldn’t afford major downtime,” says Warren Hawkridge, Hinkle’s vice president and general manager of aggregates. “We couldn’t afford an extended outage. This is one of our flagship asphalt plants and one of our busier quarries. We really had to do something because the reliability of the old plant was coming into question.”
The game plan

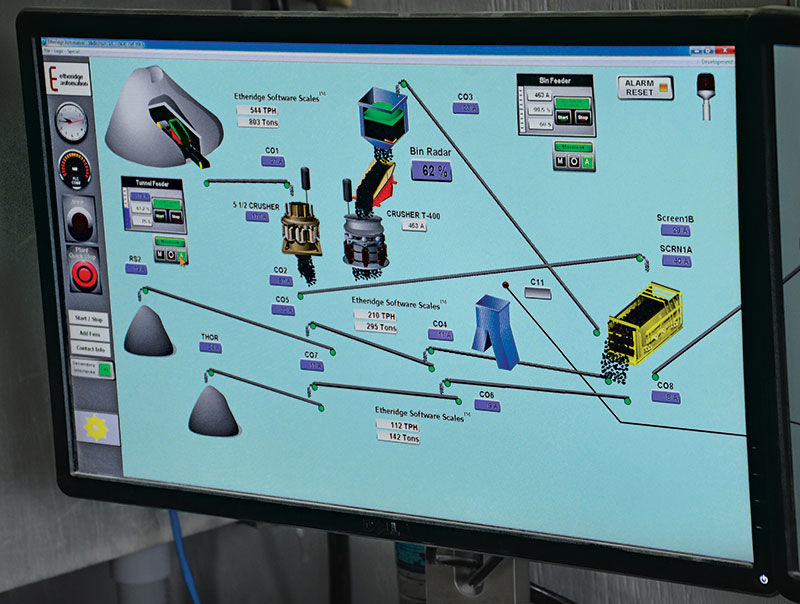
Telsmith’s Trac10 automation package offers Hinkle Contracting metrics on a number of areas related to its T400 cone crusher, including lubrication system temperatures and liner wear details. Photos by Kevin Yanik
According to Donnie Spencer, area operations manager of Hinkle Aggregates East, the company has used the same footprint at Bourbon Limestone for its plants since the late 1960s. The old Bourbon Limestone plant was modified some over the years, Spencer says, but the plant had ultimately reached a point where its performance was deemed unacceptable.
Congestion around the old plant was becoming a concern, as well. The truck traffic in the area raised a safety issue.
“The whole area is pretty tight if you look at the footprint,” Spencer says. “Imagine when there were truck bins right in here. You had three trucks running from out of here along with a loader on occasion. Then, you had customer trucks coming in here.”
With a number of considerations to make, Hawkridge and Spencer researched potential equipment solutions. They decided to leave an existing 5.5-ft. Symons cone crusher in place along with a conveyor leading from the surge pile, electing to make plant modifications beyond those points.
Hinkle signed a contract in September 2015 with AMI (Aggregate Manufacturing International), which built the new plant for the company. Hinkle’s plans included a Telsmith T400 cone crusher – the first in use within the state of Kentucky, according to Hawkridge – as well as 8 x 24-ft. and 8 x 20-ft. triple-deck screens from Conn-Weld.
“AMI is a Telsmith dealer so they got the cone,” Hawkridge says. “They do sell Telsmith screens, but we substituted in Conn-Weld screens because we already have those [elsewhere], so we signed that directly. Conn-Weld is dealing with AMI for screen support, though. The plant was turnkey with AMI other than the automation.”
Hinkle signed a contract with Etheridge Automation for that last component.
“We weren’t sure if the project was going to come in on budget or not,” Hawkridge says. “If the project looked like it was going to come in over budget, we would eliminate the automation to stay within budget. But we held pretty close to budget, and we appealed for the automation in January [2016].”
In the meantime, demolition of the old plant had already been completed. Hinkle employees began to dismantle the old plant in November 2015, taking four weeks to complete the job. Equipment arrived from AMI in January, and conveyors, screen supports and structures were soon assembled.
“We tore everything out except for the support that was under the main screening plant,” Spencer says. “We left that and tied into the existing footprint with a new plant. We set out to design everything into that footprint.”
The upgrades
The T400, of course, is included in the footprint. It has been a good performer thus far, Spencer says.
“It has a lot of safeties in it and protections to protect the crusher itself on the lube side,” he says. “It’s a fully automated crusher.”
Hinkle has taken advantage of Trac10, an automation package related to the T400. The company put Trac10 to particularly good use shortly after plant startup.

Hinkle Contracting representatives, from left: Donnie Spencer, area operations manager of Hinkle Aggregates East; Warren Hawkridge, vice president and general manager of aggregates; and Donald Lawson, plant manager at Bourbon Limestone.
“We had people from Telsmith and AMI here,” Hawkridge says. “We were at 80 percent [efficiency] at startup, and we weren’t quite happy with where we were. We were looking at [Trac10] a couple of times a day.”
Through Trac10, Hinkle watched, learned and reacted, making adjustments until the plant was dialed in to the company’s liking.
“For example, if we changed the closed-side setting, what did it do to our tons per hour and what did it do for our yield per product,” Hawkridge says. “You have to kind of let it run for a while and get the fluctuations out.”
Trac10 proved beneficial in diagnosing a liner issue in the first months of operation, Spencer adds.
“We had 20 percent wear in two months time, but it’s just a guessing game when you first set up,” he says. “When the liners were first brought in, too much crushing was occurring down into the lower cavity. [Telsmith] came in and changed that whole profile. Now the T400 is crushing all the way through the cavity.”
And the liner now wears at a more acceptable rate.
“We’ve got 4.3 in. of liner and we’ve been running it for 250 hours,” Hawkridge says. “It started at 4.5 [in.].”
Like the T400, Hinkle is satisfied thus far with the performance of its new screens.
“The first 8 x 24 triple-deck screen [sits] up on existing concrete where the old plant used to sit,” Spencer says. “We convey the 1/4-in. fines out of that screen to the 8 x 20, where we’re separating them – lime, fertilizer filler, Class I [manufactured] sand.”
The screening setup allows for simpler transitions when shifting from one product to another.
“We can make a finished product just by changing gates,” Spencer says. “The process is a lot less involved to set the plant up for product changes than it was before.”
Hinkle can blend products easily, as well.
“We’ve got rollaway chutes on our screens with finger gate controls on all three decks,” Spencer says. “We actually have flop gates on our sand operation in the back where we can bring part of that material and blend it in with our 8s and 57s, if we need that product. It just gives us a lot of options.”
As an example, Hinkle screens its Class I sand dry. So by changing gates, the company can send the sand to its stockpile or its wash plant.
Beyond the T400 and the new screens, Hinkle’s old truck bins were replaced with stackers, including an automated Thor telescoping radial stacker.
“Service vehicles are all we have down [by the plant] now,” Spencer says. “We have people on the ground, so it’s been made a lot safer. The traffic flow all around the quarry has been a big improvement.”
The new design surely beats the old setup, he adds.
“[Previously], it got awfully congested in the morning with our equipment being parked up here and being staged through the night,” Spencer says. “When operators came in and did a pre-shift, they were in this area and you had sales traffic, as well. It slowed things down. It presented more hazards. It’s a lot safer just by not being as congested as it was.”
The automation
Bourbon Limestone is the fifth Hinkle Contracting operation to adopt the automation system from Etheridge Automation.
The Etheridge Automation system has been another plus, the company says. Bourbon Limestone, a 500,000-tpy operation, is the fifth Hinkle site to incorporate automation from Etheridge Automation.
“This plant is probably the best one set up to maximize the benefit of the automation [because of] the proximity of the surge pile, and we have a bin over our tertiary crusher, our feeder, and the automation just controls the feed to the plant,” Hawkridge says. “The bin also fluctuates, so we really keep the plant full as much as possible.”
As Hawkridge points out, a computer is more likely to run a plant to capacity than a human plant operator.
“The computer wants the plant to be full right to that [tipping] point whereas the human wants the plant to run steady,” he says. “The computer kind of pushes it a little bit more than the plant operator. The plant operator doesn’t want to have a situation in which something gets overloaded, and then you have to go out there and shovel and clean off material.”
Spencer agrees with Hawkridge’s assessment.
“A plant operator will get locked in on tons per hour, and as long as he gets close to that he’s fine,” Spencer says. “This [automation] doesn’t worry about tons per hour. It’s monitoring the amperage, and it’s going to max it out.”
Another benefit of the automation system is it allows the plant operator to operate the plant remotely.
“If he chooses to go out and spend time on the plant walking around it, he’s got that tablet out there so he can control the plant,” says Spencer, who adds that about eight video cameras are positioned at select points along the plant.
To Hawkridge, the automation system also plays a role in creating a safer work environment.
“It helps because the computer can react faster than a human can,” he says. “It usually catches things before they become major issues. The plants honestly are safest when they’re running. Accidents happen when somebody is running to try to fix something, because in the back of their mind they’re trying to get the plant back up and running.”
More consistent products are yet another benefit of the system.
“When screens are evenly loaded and when crushers are fully loaded, the product is more consistent,” Hawkridge says.
Final takeaways
Hawkridge estimates the payback on Hinkle’s investment will be delivered in about six years. The payback will be experienced largely through maintenance and stockpile savings, he says.
“We do a full post-audit 12 months after major projects occur,” he says. “If we said the [investment] is going to save us 50 cents on stockpiling, how much is it actually saving us? If it’s going to save us X amount on repair and maintenance, how much is it actually saving us? Are we seeing the tons per hour we thought we would? Are we seeing all these other metrics? Did we get the head count reduction we anticipated?”
Strong partnership
Hinkle Contracting, which celebrates its 75th anniversary this year, has a long history. The company was founded in 1942 when Buckner Hinkle saw a need for a general contracting business that could help with construction needs on area farms in Paris, Kentucky.
Today, Hinkle operates about 16 quarries, one sand-and-gravel operation and 16 asphalt plants – and it has operated as a Summit Materials company since 2010.
As Hinkle’s Warren Hawkridge describes, the partnership with Summit presents unique opportunities and benefits.
“We have purchasing power being part of a larger group, but [Summit] definitely wants to have a local presence, local manager, local name,” says Hawkridge, vice president and general manager of aggregates. “It’s kind of the best of being something bigger and the best of being something smaller.
“If we come into challenges that we can’t solve on our own, we can either reach out to some of the other operating companies or the performance teams to try to get their help on solving a problem,” Hawkridge adds.
About the Author: Kevin Yanik
Kevin Yanik is editor-in-chief of Pit & Quarry. He can be reached at 216-706-3724 or kyanik@northcoastmedia.net.Subscribe to Pit & Quarry

If you enjoyed this article, subscribe to Pit & Quarry to receive more articles just like it.



