Evaluating the effectiveness of powder factor

Powder factor is a dated methodology that could be costing producers on the bottom line. Photo: iStock.com/Xesai
Powder factor is a design methodology rooted in the idea that a set number of pounds of explosives per cubic yard (or ton) of rock will give specific desired blast results.
This technique was invented in the 1600s in order to design blasts utilizing black powder that would cause breakage to corners of benches utilizing cratering assumptions, where the burden and spacing of charges are equal.
This worked to produce violent blasts, which broke rock into manageable pieces for mines of the day.
We are no longer in the 1600s, though. Short charges of black powder are no longer used in mines, and manageable pieces of rock are no longer the standard for mines.
Today, mine-to-mill optimization is typically preferred to maximize profits. With blasting, this means properly designing, drilling and loading a blast where the fragmentation is optimized to reduce blasting and crushing; to properly pile the rock to minimize loading costs; and to minimize environmental impacts, such as ground vibration, to ensure the mine maintains a social license to operate. These goals cannot be accomplished with arbitrary powder factors that have no standard definition.
Powder factor is flawed for various reasons. The first is that no standard powder factor exists for specific rock types. Studies completed in Russia as far back as the 1950s showed that no specific powder factor is suitable for a specific rock – even in a homogenous state.
When the structure of the rock is further considered, it is clear that not only a range of powder factor will be needed for a single geologic rock domain, but that this range is often extremely large and that, in a majority of cases, the actual number is a guess based on experience. If a blaster or engineer does not have experience in a specific deposit, then the guess is almost entirely blind.
Additionally, studies as early as the 1870s showed that with modern explosives, antiquated design techniques like powder factor and energy factor did not perform because the mechanism of blasting was no longer a cratering mechanism. Today, it is well understood that the gas pressure generated by the explosive causes radial cracking and flexural failure from a proper bench. These breakage techniques rely to a high degree on the physical characteristics of the charge and are not simple based on the amount of explosive to volume of rock.
Cratering can more closely follow this assumption because a conical crater is normally produced that is partially based on the weight of the charge. Still, other factors, including depth of burial, are critical and make powder factor a poor design tool for cratering.
Changes to powder factor
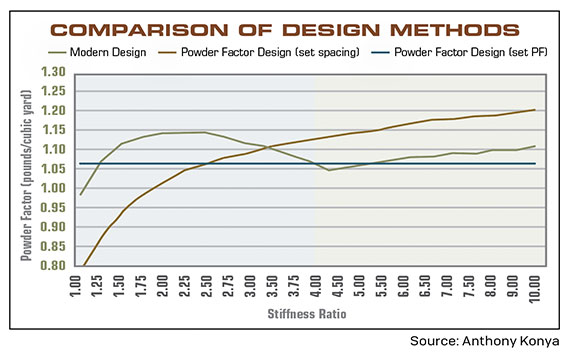
FIGURE 1: A comparison of powder factor design techniques to modern design techniques. Notice how the powder factor actually varies in a given situation solely by changing the length of the bench, scaled to the stiffness ratio, which is the bench height divided by the burden.
Source: Anthony Konya. Click to enlarge
The physical characteristics of a charge in relation to its powder factor can be analyzed when looking at the bench height of a blast.
The borehole utilization of the blast is the percentage of the hole that is filled with explosives. As the bench height increases, the borehole utilization increases until the bench height is about two to three times the burden.
Powder factor design cannot correctly take into account the borehole utilization or changes to the physical characteristics of the charge. In powder factor design, two separate approaches can be taken:
1. To set a strict powder factor and vary the spacing to achieve this powder factor
2. To set a spacing for a pattern, typically scaled off the burden, and use this spacing in all situations
The problem with setting a powder factor and varying the spacing is that this often leads to improper spacing-to-burden relationships based on the timing and bench height. In fact, this will only hold for a specific bench height and, at all other bench heights, it will be incorrect leading to the formation of boulders and fines. This is because a powder factor of 1.1 may work for a bench that has a height 2.75 times the burden, but benches with a height less than this may require a higher powder factor to blast.
Instead, because a powder factor is set, the spacing is often incorrect and, in this example, would be over a foot larger than would be appropriate for the given condition.
The second method of powder factor design is to design a pattern with a set powder factor giving a specific spacing. That spacing is then held for that diameter product through the site or region. This leads to the spacing not changing and a set pattern being utilized.
For example, a common pattern employed is the equilateral triangle pattern, which typically has a spacing-to-burden ratio of 1.15. This may be appropriate for a bench with a height that’s about 2.25 times the burden, but if the bench height increases or decreases, the blast will have poor performance due to the improper spacing.
Modern design techniques are ones where the performance, breakage mechanisms and confinement of the blast are combined to produce optimal blasts.
Changes to stemming
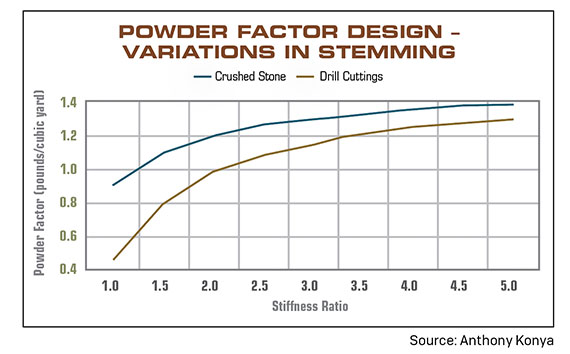
FIGURE 2: Powder factor design using various stemming materials.
Source: Anthony Konya Click to enlarge
Powder factor design also does not give engineers the ability to properly adjust for other parameters in the blast.
For example, a simple choice in the material that will compromise the stemming will have large impacts in the actual powder factor of the blast.
When utilizing crushed stone as the stemming, the typical design says to use about 70 percent of the burden as the length of the stemming. But when drill cuttings are used, an increased stemming length is required to help contain the gas pressure for breakage. The stemming is then typically increased to 100 percent of the burden.
It is important to note that these two scenarios will produce dramatically different results. But depending on the choice of design methodology, the blast will also function differently.

FIGURE 3: Modern design using various stemming materials. The Independent Variable Konya Design method is shown to account for the differences between the powder factor of the blast and the bench height.
Source: Anthony Konya. Click to enlarge
In Figure 2, the graph compares the use of crushed stone stemming and drill cutting stemming using a powder factor-design approach where the spacing is set to about 1.15 times the burden. The difference in the stemming dramatically changes the borehole utilization available, causing a difference in the powder factor. The lower the bench, the greater the difference in the powder factor will be based on the choice of stemming.
This continues until the changes in borehole utilization-per-unit volume of rock are lower, causing a gap between powder factors but a consistent trend at higher bench heights.
In Figure 3, the Independent Variable Konya Design method is shown to account for the differences between the powder factor of the blast and the bench height. Once a stiffness ratio of 2 is exceeded (2 is the minimum that should realistically be utilized), then the modern design method has a lesser difference between the two methods because the spacing can be more realistically determined.
Conclusion
Powder factor design fell out of favor in the 1870s with the widespread use of dynamite, but it made a comeback in the 1950s due to simplicity of use for blasters working for explosive companies that had to quickly and simply design blasts in the field.
Since then, a number of engineers have studied powder factor and its effects on rock breakage. And it has been consistently proven that powder factor, or the amount of energy to a volume of rock, does not give any indication of breakage, muck pile characteristics or environmental considerations in a blast.
Powder factor design approaches are oversimplified methodologies that are currently being used well beyond their original intent. It was a general rule to check blast design to ensure the blaster did not make a mistake.
If an optimized blast is desired for programs such as mine-to-mill optimization, today’s producers should transition to modern design techniques that incorporate the confinement, breakage mechanisms and performance of the blast.
Anthony Konya is the senior explosive engineer for Precision Blasting Services. Calvin J. Konya is the president of Precision Blasting Services and director for the Academy of Blasting & Explosive Technology.
Subscribe to Pit & Quarry

If you enjoyed this article, subscribe to Pit & Quarry to receive more articles just like it.



