Blasting mechanics: Material properties and powder factor

In terms of rock strength, blasts today are often designed only considering rock density because rock generally gets stronger as it gets denser. Photo: iStock.com/xtrekx
The majority of blasting in today’s environment is in non-homogeneous material where rock types and structure are constantly changing, either from site to site or within the boundaries of a single site.
In many cases these changes can be observed on different benches and different sides of the excavation, and each of these require unique changes to the blasting program in order to achieve the same results. In this article, the major material properties that can influence a blast – or that were thought to influence a blast 50 years ago – will be discussed.
Strength of the rock
Many different aspects of rock strength were considered in the 1960s, including the tensile strength, the elasticity or resistance, and the density. Today, in a majority of situations, the blast is now designed only considering the density of the rock because, generally, as the rock gets denser, it also gets stronger.
For example, a sandstone has a lower density than a granite and, as such, will be blasted with a larger burden than a granite.
When a blast design is overserved, it is often seen that all of the blasting parameters will be scaled off of the burden, either directly or indirectly. For example, the stemming and subdrill will be designed based off of a direct scaling of the burden. The stiffness ratio is a function of the burden, which will determine the classification of the bench as either a low or high bench.
The spacing is then directly scaled off of the burden based on this bench classification. The hole-to-hole timing of the blast is scaled off of the spacing, which means it is indirectly scaled from the burden. The row-to-row timing is directly scaled off of the burden.
It can be seen, then, that once an appropriate burden is selected, all other variables can then be designed. Because of this, when an engineer is looking at the strength of the rock to determine how to design the blast, the density will be taken into account and used to design the burden of the shot with all other parameters than changing based on the selection of density.
This allows a blaster or engineer to quickly design the entire blast with an easily obtainable approximation for rock strength through density and minimizes the amount of testing required to determine other rock properties.
This designs the explosive to break through the tensile strength of the rock matrix. This works in all cases except where unique geologic conditions are present through either extreme elasticity or extreme brittleness of rocks.
Rock structure
The next step in designing the blast will be to scale the burden in order to effectively break not just the rock matrix, but break through the tensile strength of the rock mass.
Two different phenomena can occur that will influence this tensile strength. The first of these is the depositional environment of the rock. This is typically called the Kd constant and will be directly multiplied by the burden calculated from the rock matrix. The importance of the depositional environment is not directly in the type of rock (i.e., sedimentary,
metamorphic or igneous), but in the orientation of the bedding planes to the free face.
Three situations are commonly present: the bedding is either dipping into the cut, out of the cut, or there is another case of deposition and the burden will be scaled by the Kd value found in Table 1 (page 48). This means if a pit is blasting through a region where the bedding planes are dipping, it is likely there will be three patterns on the bench – one for where the bedding is dipping into the pit, one where it is dipping out of the pit, and one where the blasting is occurring along the strike.
This is also a major point that can be used in production sequencing, where the pit’s drop cut can be positioned to be blasting toward an area where the bedding is steeply dipping into the cut, the pattern can be expanded to significantly lower the cost of drilling and blasting. Additionally, the wall where the bedding is steeply dipping into the face can geologically support a presplit to reduce risk of rockfalls into the pit.

Click to enlarge
The second type of rock structure that must be considered is the actual geologic structure, which is primarily considered the joints that run throughout the rock mass. This rock structure will be associated with the constant Ks, and Ks will be directly multiplied by the burden after the rock deposition is properly scaled. This will be based on both the joint strength and frequency of jointing to determine exact burden changes. The value of Ks can be approximately determined by Table 2.
Velocity

Click to enlarge
In the 1960s, there was a large push to determine different sonic velocities of rock in order to match the velocity of the rock to the velocity of the explosive.
In addition to this, some authors went on to develop equations and models to predict minimum and maximum bench heights based on the explosive velocity, rock velocity and primer location.
Today, we know all of this is unimportant in blast design, and the basis of velocity matching of rock to explosives is entirely false. These theories were developed on the premise that the shockwave was the major breakage mechanism in a blast, and therefore the shockwave had to be optimized to ensure the bench moved forward instead of upward.
Today, the industry understands that the shockwave has no practical aspect in breakage, therefore the velocity of the rock is not required and not used in blast designs.
Powder factor
Click to enlarge
Powder factor is the amount of explosive (pounds) to the total amount of rock blasted (tons) to develop a scale which some use to develop a blast design.
This system is called a powder factor design approach, and it is an extremely poor approach to designing a blast.
As Richard Ash stated in his 1963 papers, “Because of its extremely variable character, Pf (powder factor) is not normally a sound index upon which to judge blasting efficiency or design blasts, as many believe. Different values will be obtained by merely changing the blasthole pattern or configuration, and values will also change for other reasons such as variable hole depths and deck loading.
Click to enlarge
“Also, the many different standards employed tend to confuse rather than assist persons in evaluating results. The most practical value of Pf is in cost analysis, because the explosives are sold by weight, and payment for materials mined or removed is generally made on a weight or volume basis.”
Today, we still hold the same belief that powder factor is a useful tool for economic analysis but is a poor tool for the design of blasts because powder factor varies based on: rock type, rock structure, type of explosive, blast configuration, hole-to-hole timing, row-to-row timing, bench height and stemming materials.

Click to enlarge
These are just a sampling of the different ways powder factor can vary on a blast, and the powder factor for a surface blast will typically be stated as between 0.5 and 2.0 pounds per cu. yd., which is a wide range.
There is also no way to exactly determine what the ideal powder factor would be for a given situation, and this is why today the design of a blast begins by taking the site conditions and designing the blast to achieve optimal breakage mechanisms – not by guessing at some arbitrary number.
Click to enlarge
A number of situations can be used as examples where powder factor becomes an incompetent tool for design. Assuming a small range of powder factor of ±0.05 pounds/cu. yd. could readily help a blaster or engineer design a blast, no such range exists for rock types such as limestone, sandstones, granites and others.
This was proven by V.M. Kuznetsov in the 1950s when it was found that no powder factor could accurately determine fragmentation sizing in homogenous materials because it varied based on other characteristics. Furthermore, this would lack even the consideration of geology structure and depositional environments.
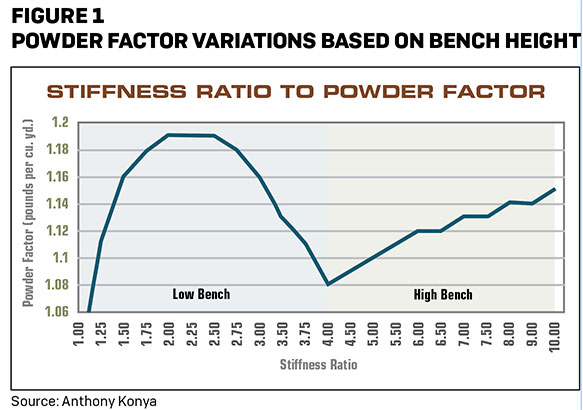
In an effort to go further in the inadequacies of powder factor, though, assume such a range did exist and a powder factor range of ±0.05 pounds/cu. yd. could be applied to various rock types and structures. This still is not appropriate, as the physical dimensions of the charge (i.e., bench height) will change the powder factor dramatically.
Click to enlarge
Figure 1 shows the variations in powder factor based solely on the bench height due to the changes in borehole utilization of the blast. In Figure 1, the bench height can be seen from the stiffness ratio, which is the bench height divided by the burden. This is because the stiffness ratio is dimensionless and allows for a comparison irrespective of the environment being analyzed.
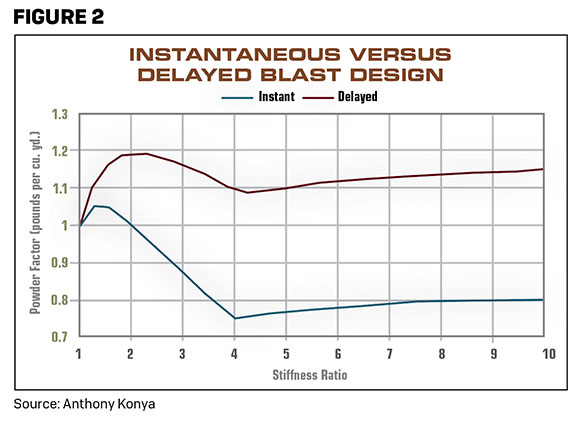
The powder factor also dramatically changes based on other criteria, such as the changes in the hole-to-hole timing of the blast throughout a range of different bench heights. Just changing the hole-to-hole timing from shooting boreholes at the same time to a small delay between boreholes firing can change the powder factor by more than 140 percent.
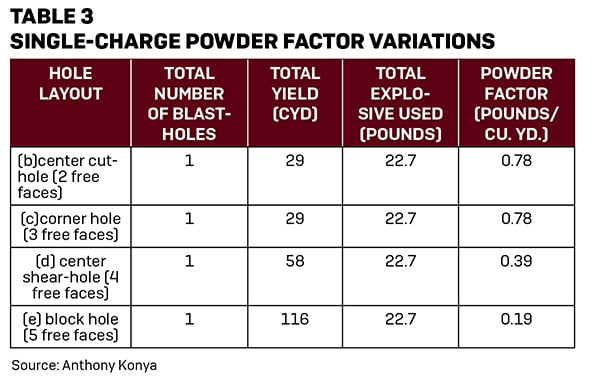
As Ash noted in 1963, the actual methods used to fire a blast can dramatically change the powder factor. This is looking at the way the rock will break based on the free faces, which, for a typical production blast, will be influenced by the layout of the drilling pattern, the burden and spacing of the blast, as well as the timing of the blast. If the charge weight in a borehole is kept the same and a single borehole is analyzed, solely changing the number of the free faces, the powder factor can vary by 300 percent.
In almost all blasting cases today, a pattern will contain multiple boreholes and have either two or three free faces. Therefore, the powder factors for multiple hole blasts will fall closer to the range of situation “B” or “C” from Table 3.
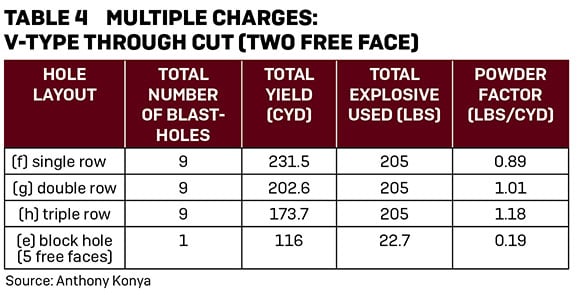
Analyzing powder factor changes on multiple hole blasts can be time-consuming and extremely complex because changes to number of holes in a row, free faces, point of initiations, hole-to-hole timing and row-to-row timing – plus additional factors – will all change the powder factor of the blast. Therefore, two scenarios will be analyzed where a V-cut with center initiation is analyzed, in which each blast will have nine boreholes where the number of rows will be changing.
In the first scenario, the V-cut has two free faces – one in front and one on the top. Three different setups are then analyzed, where these holes are fired in one, two or three rows. Table 4 shows the changes to powder factor based on this configuration. As can be seen, the powder factor can vary by over 133 percent based solely on the number of rows in a blast.
The same situation can be looked at with the only variation being that there are three free faces, instead of the previous two, developing a corner cut or side cut. This, again, will see a powder factor change of 105 percent for the three free faces, and a total possible change in powder factor of more than 158 percent when looking at all situations of nine-hole blasting scenarios presented in Tables 4 and 5.
Solely depending on the orientation of the free faces and the number of rows for this blast, the powder factor will vary between 0.75 and 1.18 pounds per cu. yd. This is hardly a range small enough to be used in any design.
These calculations do not even take into account the full range of variables that go into powder factor, which is why powder factor should never be used as a design tool. Its best use is to economically evaluate different blast designs.
Conclusion

The “Blasting Mechanics Revisited” series concludes this month with this fourth and final article. Photo: iStock.com/Gonzalo1978
The final step of a blast design, before the initial test blasting, is in the development of site-specific geological modifications.
The burden of a blast will be scaled to properly break through the tensile strength of the rock matrix. Following this, the burden will need to be scaled to accommodate the rock mass, where the deposition (bedding) and structure (jointing) of the rock need to be taken into account. This can be easily done by selecting appropriate values for Kd and Ks and multiplying them by the burden suitable for the rock matrix.
The remainder of the blast will then be designed based off of this burden. It is critical that no design be made based off of the powder factor-design approach. This is just as true today as it was upon Ash’s first writing in 1963.
Powder factor is simply an economic tool to evaluate various blast designs, as numerous variables will dramatically change the powder factor of the blast to where it can fall anywhere between 0.5 to 2.0 pounds per cu. yd. No method exists to accurately calculate a suitable range of ± 0.05 pounds per cu. yd. that could be applied to a design situation.
Today’s design approaches must start with an understanding of the mechanisms of rock breakage, which are presented in Part 1 of this series. From these principles, a basic design is developed to optimize the mechanics for a given site and situation, which is discussed in Part 2. This will also be based off of the explosive selection, which is discussed in Part 3 of this series. Finally, variations to this design need to be made to accommodate specific site situations.
Today’s design approach centers around proper breakage mechanics to achieve the end goal of the specific mine. This design approach did not appear overnight, but began in 1963 when Ash first published his series pushing the envelope of blast design.
This “Blasting Mechanic: Revisited” series allowed us to look back at one of the giants that stood tall in the explosive industry, paving the way for our modern understanding of explosives and their relationship to rock blasting.
About this four-part series
In 1963, Pit & Quarry published a series of articles on the mechanics of blasting authored by Richard Ash, a longtime professor of mining engineering at the School of Mines & Metallurgy at the University of Missouri-Rolla. The content within each article was ahead of its time, putting forth cutting-edge concepts about the mechanics of rock breakage, standards for blasting design, the characteristics of explosives, and material properties, powder factor and the cost of blasting.
The Academy of Blasting & Explosive Technology, including Anthony Konya and Dr. Calvin J. Konya, pay tribute to the time-honored principles Ash put forth more than 50 years ago with a special 2019 series for Pit & Quarry readers. In their “Blasting Mechanics: Revisited” series, the Konyas look back on Ash’s work and explore how modern-day technology and methods currently fit into each of the areas Ash covered a half-century ago.
P&Q published these articles from the Konyas, now available on
pitandquarry.com, over the course of the first four months of 2019:
Part 1. The Mechanics of Rock Breakage (January)
Part 2. Blast Design Standards (February)
Part 3. Characteristics of Explosives (March)
Part 4. Material Properties & Powder Factor (April)
Anthony Konya is the senior explosive engineer for Precision Blasting Services who consults around the world in rock blasting and vibration from blasting and is an instructor for the Academy of Blasting & Explosive Technology. Calvin J. Konya is the president of Precision Blasting Services and director for the Academy of Blasting & Explosive Technology, consulting and training worldwide in rock blasting, vibration and emulsion manufacturing.
Subscribe to Pit & Quarry

If you enjoyed this article, subscribe to Pit & Quarry to receive more articles just like it.



